
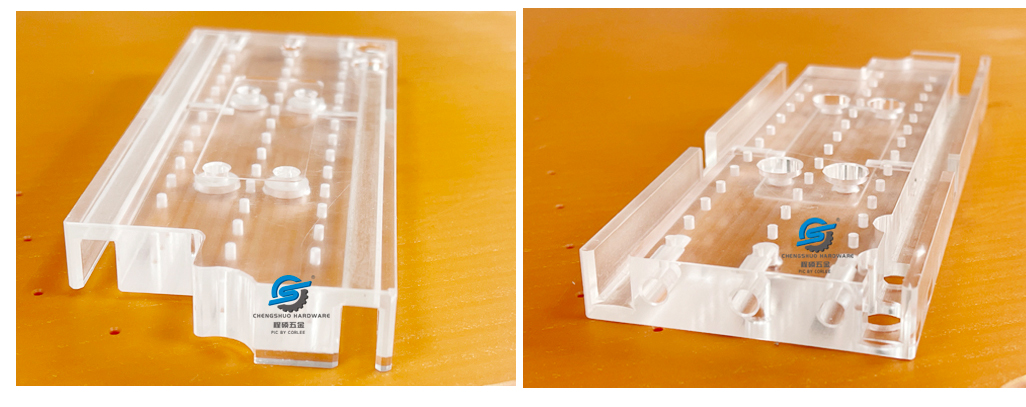
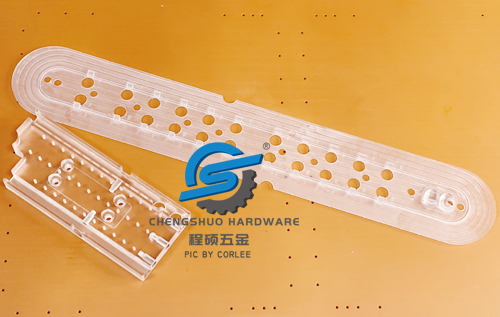
Obróbka CNC produktów akrylowych pozwala uzyskać bardziej złożone struktury, zmniejszając pęknięcia materiału akrylowego podczasobróbkai spełniają wysokie wymagania dotyczące produktów.
Polimetakrylan metylu (CH3│—[—CH2-C--]—│COOCH3) ma dobre wszechstronne właściwości mechaniczne, plasując się wśród najlepszych wśród tworzyw sztucznych. Jego wytrzymałość na rozciąganie, zginanie i ściskanie jest wyższa niż w przypadku poliolefiny, a także wyższa niż w przypadku polistyrenu, polichlorku winylu itp., ale jego udarność jest słaba. Ale jest też nieco lepszy od styropianu. Właściwości fizyczne.
PMMA ma wysoką wytrzymałość mechaniczną: względna masa cząsteczkowa PMMA wynosi około 2 miliony. Jest to polimer długołańcuchowy, a łańcuchy tworzące cząsteczkę są bardzo miękkie. Dlatego PMMA ma stosunkowo wysoką wytrzymałość i jest odporny na rozciąganie i uderzenia. 7 do 18 razy więcej niż zwykłe szkło. Istnieje rodzaj szkła organicznego, które zostało podgrzane i rozciągnięte, w którym segmenty molekularne są ułożone w bardzo uporządkowany sposób, co znacznie poprawia wytrzymałość materiału.
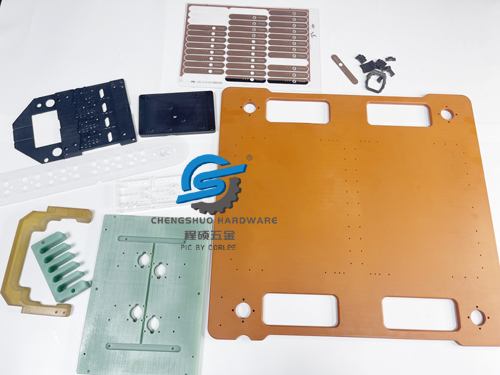
Akryl jest powszechnie stosowany w przemyśle do produkcji i wytwarzania paneli i osłon tablic przyrządów, także na różnego rodzaju sprzęt chirurgiczny, medyczny, artykuły gospodarstwa domowego: wyposażenie łazienek, wyroby rękodzielnicze, kosmetyki, wsporniki, akwaria itp.
Korzystając z CNC do obróbki produktów akrylowych, należy zwrócić uwagę na następujące punkty:
1. CNCProjekt programowania dla akryluObróbkaPrzetwarzanie
Do akrylu (Polimetakrylan metylu, PMMA), szczegóły programowania produktu powinny być zaprojektowane zgodnie z kształtem produktu, np. prędkość posuwu narzędzia i prędkość obrotowa podczasobróbkaprzetwarzanie. W zależności od rzeczywistego kształtu produktu proces programowania i przepływ należy zoptymalizować, aby zmniejszyć destrukcyjność podczas przetwarzania.
Podczas korzystania z CNCobróbkaakrylu bardzo ważne jest ustawienie prawidłowego posuwu. Jeśli posuw jest zbyt duży, PMMA może pęknąć z powodu ekstremalnego nacisku skrawania. Duże prędkości posuwu mogą również powodować wysunięcie się części z uchwytu roboczego lub pozostawienie niedoskonałości na części; niskie prędkości posuwu mogą również powodować powstawanie niedokładnych części o chropowatych, niedokończonych powierzchniach.

2. Dobór narzędzi do obróbki akrylu musi być odpowiedni
Obróbka płyt akrylowych wymaga użycia odpowiednich narzędzi. W zależności od kształtu narzędzia, powszechnie stosowane narzędzia to frezy palcowe, frezy z czołem kulistym, frezy płaskie itp. Frez płaski nadaje się do cięcia i czyszczenia dużych powierzchni, frez trzpieniowy ma kształt kątowy prosty i nadaje się do obróbki krawędzi tekstu i grafiki, a obcinak w kształcie kulistym nadaje się do obróbki bardzo precyzyjnych wzorów i krzywizn.
Ważny jest również materiał noża. Na przykład stal szybkotnąca tnie akryl, ale nie zapewnia dobrego wykończenia powierzchni. Narzędzia diamentowe mogą poprawić wykończenie powierzchni, ale są bardzo drogie. Węglik jest często wybieranym materiałem do cięcia akrylu CNC.

Do obróbki akrylu CNC zaleca się również stosowanie kąta natarcia krawędzi skrawającej 5 stopni i dodatkowego kąta 2 stopnie
Oprócz narzędzia tnącego należy również zwrócić uwagę na głębokość cięcia, prędkość itp. Podczas obróbki wyrobów akrylowych, aby mieć pewność, że struktura surowca akrylowego nie zostanie uszkodzona. Akryl jest ogólnie stosunkowo delikatnym materiałem. Podczas cięcia CNC zastosowanie odpowiednich narzędzi oraz odpowiedniej głębokości i prędkości cięcia pozwala uniknąć odprysków powstałych w wyniku pękania lub ślizgania się materiału. Przy cięciu ciągłym należy mierzyć rzeczywistą prędkość obróbki i głębokość narzędzia oraz starać się nie dopuścić do uszkodzenia struktury materiału w postaci fragmentacji, rozłączenia itp. Jednocześnie należy zwrócić uwagę na minimalizację ciepło i elektryczność statyczna podczas przetwarzania.
3. Użyj odpowiedniego wiertła i skosu
Upewniać sięthewiertarka może skutecznie tworzyć otwory w akrylu, wybierając odpowiedni materiał do wiercenia. Węglik to doskonały wybór do wiercenia w akrylu, a wielu producentów używa wierteł z frezami palcowymi z rowkiem typu O, specjalnie zaprojektowanych do cięcia i wiercenia w akrylu. Ponadto wiertła muszą być ostre, tępe wiertła będą powodować niezbyt czyste krawędzie i mogą łatwo prowadzić do pęknięć naprężeniowych i pęknięć.
Podczas obróbki akrylu CNC najlepiej jest użyć skosu z wiertłem. Aby wiertło nie uszkodziło elementów materiału akrylowego, należy je pochylić w dół po gładkim nachyleniu, co zapobiegnie uszkodzeniu i zapewni gładką powierzchnię.
Jednocześnie należy monitorować głębokość i kierunek cięcia. Kierunek obrotu narzędzia CNC: lewy i prawy lub przeciwny do ruchu wskazówek zegara i zgodny z ruchem wskazówek zegara, musi być w rozsądny sposób dostosowany do produktu, aby zapewnić dokładność realizacji produktu i funkcji projektowych.
Czas publikacji: 16 stycznia 2024 r